 すしログの酒ログ
すしログの酒ログ 
こんにちは、鮨と日本酒をこよなく愛する、すしログ(![]() @sushilog01)です。
@sushilog01)です。
前回は「日本酒の定義と分類」と「日本酒の歴史」について、説明しました。

今回のDay.2については、「日本酒の造り」に入ります。
造りの中でも、酒米を蒸して、麹米を作るところまで説明します。
- 麹:お米+麹菌=米麹
- 酒母(酛):米麹+掛米、酵母、乳酸、水
- 醪:酒母+米麹、掛米、水
- 上槽(しぼり)
日本酒造りで最も重要なのが「製麹」です。
「一麹、二酛(酒母)、三造り(醪)」と呼ばれるほど。
一緒にしっかりと押さえましょう!
※本記事の情報は2022年度のテキストである『SAKE DIPLOMA教本 Second Edition』(2020/3/1)に基づきます
酒米の精米と枯らし
それでは、日本酒造りにおけるお米の扱い方から説明します。
日本酒の製造は、お米そのものから始まっています。
- 精米
- 枯らし
- 洗米
- 浸漬
- 蒸きょう
精米は「磨き」とか「精米歩合」として知られるので、聞いたことはあるはず。
食用米の精米歩合が92%のところ、一般的なお酒は70%ほどで、精米時間は8時間に及びます。

精米後、お米の温度が高まり、水分が減少するので、最低2週間ほど袋の状態で放置します。
これを「枯らし」と呼び、洗米前のプロセスになります。
「枯らし」の目的は、お米の水分を飛ばすことではなく、むしろ水分を吸収させる「吸湿」が目的なので注意!
酒米の洗米・浸漬・蒸きょう
洗米の目的はお米の表面の糠を取り去ることですが、この時点で吸水が始まってしまいます。
洗米は洗米装置で行われ、その後すぐにタンクに運ばれ、浸漬します。
浸漬では「白米吸水率」が重要で、これが酒造りにおいて最も重要なポイントです。
- 白米吸水率=(浸漬米の重量−元の白米重量)÷元の白米重量
- 浸漬前の白米水分が1%低いと、白米吸水率が3%高くなる
- 精米歩合が70%以下の場合、吸水速度が速い
- よって、吟醸酒の場合は限定吸水を行う(10分以内に水切り秒単位で)
白米吸水率が高すぎると、柔らかい(水分過多な)蒸米になり、製麹が失敗してしまいます。
酒米の蒸きょう

「蒸きょう」の目的は、デンプンのα化と、麹菌が作った酵素でお米を溶けやすくするためです。
良い酒米・蒸米の条件は、「外硬内軟」と言われます。
外硬内軟とは?
- お米が完全にα化している
- 適度の硬さがある
- 表面がベタつかない(=さばけが良い)
美味しい「すし飯(シャリ)」に似ている!と感じました。
そして、「蒸きょう」の手段と所要時間は下記のとおりです。
- 甑の場合は、60分行う
- 連続蒸米機の場合は、25~40分
連続蒸米機はベルトコンベア式で、お米を移動させながら名前の通り連続的に蒸す機械です。
この後の冷却については、自然冷却法もしくは強制冷却法(連続蒸米冷却機)で行われます。

自然冷却法は吟醸酒造りで多く見られるそうです。
蒸米は製麹に使用する麹米と、仕込みに使用される掛米に分けられます。
蒸米の冷却目標温度は、以下の順に高くなります。
製麹>酒母の仕込み>醪の初添>醪の留添
次に、蒸米を麹米にする製麹に移ります。
日本酒の造り:製麹
麹は菌で、カビの一種になります。
麹菌には黄麹、白麹、黒麹があり、日本酒に使われるのは黄麹です。
麹の役割は、蒸米のデンプンとタンパク質を分解する酵素を作ることです。
ざっくりと役割を示すと、下記のとおりです。
- 麹:お米+麹菌→麹菌がお米を溶かす酵素を作る
- 酒母(酛):米麹+掛米、酵母、乳酸、水→麹菌がお米からブドウ糖を作り、酵母が糖をアルコールに変える
- 醪:酒母+米麹、掛米、水→安定的にアルコール発酵を促す
- 上槽(しぼり)
そして、製麹の流れを示すと以下のとおりです。
| 工程日 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 3 |
| 工程名 | 引き込み | 種切り | 床もみ | 切り返し | 盛り | 仲仕事 | 仕舞仕事 | 出麹 |
| 品温 | 36℃強 | 35℃など | 34~36℃ | 38~39℃ →36~38℃ | 40~43℃ | |||
| 備考 | 目標温に調整 | 麹菌 | 胞子を付ける | 粒をバラす | 熱を籠らせる | 麹積層を広げる | 麹積層を広げる | 熱を逃がす |
黄麹の主な酵素
黄麹が生産する主な酵素は、4つあります。
- αアミラーゼ:デンプンのブドウ糖の構造を断ち切り、デキストリンに分解
- グルコアミラーゼ:デキストリンをブドウ糖に分解
- 酸性プロテアーゼ:タンパク質をペプチドに分解
- 酸性カルボキシペプチダーゼ:ペプチドをアミノ酸に分解
これらは高確率で試験に出ます。
また、お酒ごとのアルコール発酵の仕組みは下記のとおりです。
- ワイン(単式発酵):ブドウ+酵母→発酵
- ビール(単行複式発酵):麦芽+お湯=糖化+酵母→発酵
- 日本酒(並行複式発酵):お米+麹菌=糖化&糖+酵母→発酵
並行複式発酵によって、日本酒が最もアルコール度数の高いお酒になります。
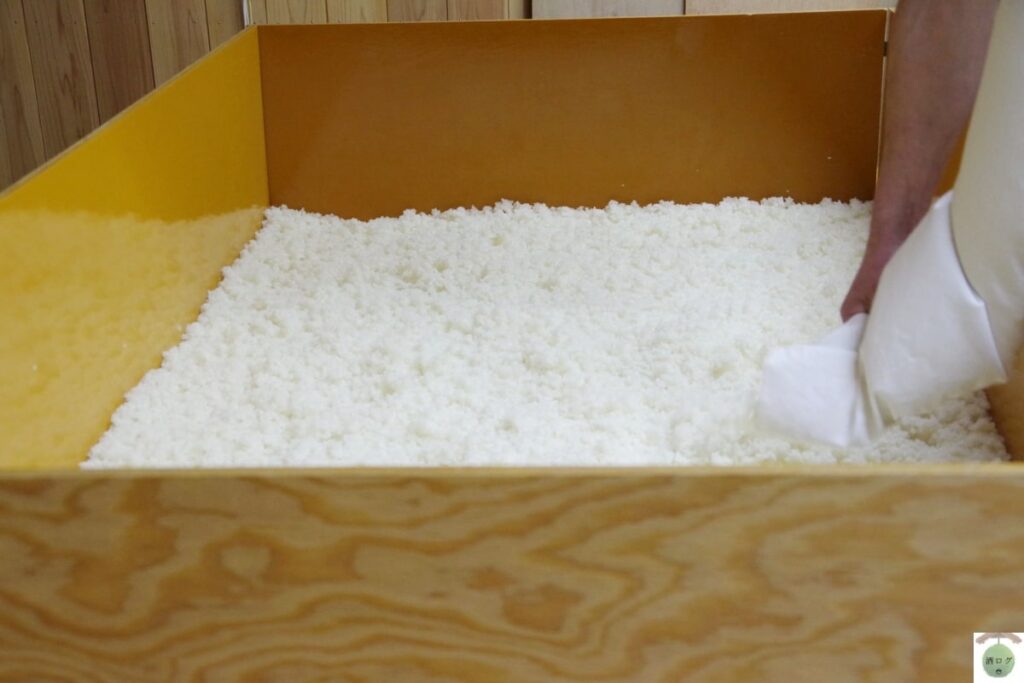
製麹の方法
「製麹」は48時間かけて麹を完成させる作業です。
製麹室(麹室)で行われます。

麹室は一般的に32℃ほど。
ここで使われるお米が「麹米」で、麹が生み出す成分が酒質に影響を及ぼします。
種麹は複数をブレンドして製品化されています。
それでは、製麹について、順を追って説明します。
製麹1日目(床期間)
製麹1日目は、「床期間」と呼ばれ、3つのパートで構成されます。
- 引き込み:36℃強まで冷めた蒸米を搬入
- 種切り:種麹を蒸米に振る、1分間を空けて2回行う
- 床もみ:一粒一粒に麹菌の胞子がつくよう、皆で混ぜる
鮨で模範とされる「人肌のシャリ」は36℃くらいなので、ほぼ同じ温度です。
種切り後の白米吸水率が麹の出来を左右します。
目標数値は吟醸酒で32%、他のお酒で33%ほどです。
麹菌は相対湿度97%以上、1時間で胞子が発芽するため、種切り後には布で覆います。
製麹2日目(棚期間)
製麹2日目は、「棚期間」と呼ばれ、5つのパートで構成されます。
- 切り返し:床もみから8〜10時間後の朝、ほぐす作業
- 盛り:表面積を小さくしつつ、厚く盛る→熱をこもらせて品温を調整する、酸素量を増やす
- 仲仕事:6〜10時間後、34〜36℃、盛りで片方に寄せていた麹積層を少し広げる
- 仕舞仕事:6〜7時間後、38〜39℃、ハゼ回り7分・栗香・甘味あり→終了のサイン
- 数時間後に40〜43℃で安定する
製麹においては、温度が重要です。
その理由は、日本酒の味に影響するため。
醪のアミノ酸を増やさないよう、グルコアミラーゼが多く、酸性カルボキシペプチダーゼが少ない麹を目指します。
麹の酵素の活性温度
- グルコアミラーゼ(ブドウ糖を作る):40〜43℃がピーク
- 酸性カルボキシ ペプチダーゼ(アミノ酸を作る):35℃がピーク
製麹3日目(出麹)
そして、3日目、最後のプロセスが「出麹」です。
朝に、麹の甘味と麹菌の形態変化(ハゼ込み)を確認して「出麹判定」を行います。
吟醸酒は出麹が遅く、他のお酒は出麹が早い特徴を持ちます。
出麹は、麹を化繊のメッシュや朝布の上に薄く広げて、塊を崩し、熱や湿気を逃す作業です。
出麹後のプロセスは2つに分かれます。
- 出使い:その日のうちに醪へ投入する方法
- 麹の枯らし:1日寝かせて出麹乾燥を行い投入する方法
「麹の枯らし」によって酸度が0.2ほど低く、香りがスッキリし、味のクドさや雑味が少なくなります。
その理由は、麹菌以外の微生物が乾燥によって死滅するためです。

また、麹菌以外の微生物を死滅させられるため、麹菌の生育をベストのところで止められます。
それに伴い、老ねた麹にならず、狙いの香味を付けることができます。
それでは、このあたりでDay.2を終えます。
Day.3で会いましょう!
日本酒大好き、すしログ(@sushilog01)でした。
本記事のリンクには広告がふくまれています。

